With the global increase in automotive usage, the disposal of end-of-life tires has become a significant environmental challenge. Tire pyrolysis offers a viable solution, converting waste tires into valuable products like oil, carbon black, and gas, while minimizing environmental impact. Here’s an in-depth look at the machines that can achieve tire pyrolysis effectively.
The Fundamentals of Tire Pyrolysis
Understanding Pyrolysis
Pyrolysis is a thermochemical process that involves the decomposition of organic material at elevated temperatures in the absence of oxygen. For tires, this process breaks down the complex polymers into simpler compounds, yielding pyrolysis oil, carbon black, and syngas.
Benefits of Tire Pyrolysis
This method not only provides a solution for managing tire waste but also recycles materials into useful products. The recovered oil can serve as an alternative fuel, carbon black can be reused in manufacturing, and the gas can power the pyrolysis process itself, enhancing sustainability.
Essential Machinery for Tire Pyrolysis
Tire Shredding and Preparation
Before pyrolysis can occur, tires must be shredded into smaller pieces to increase the surface area for the reaction. Industrial tire shredders equipped with robust blades and motors are crucial for this stage, efficiently reducing whole tires into manageable sizes.
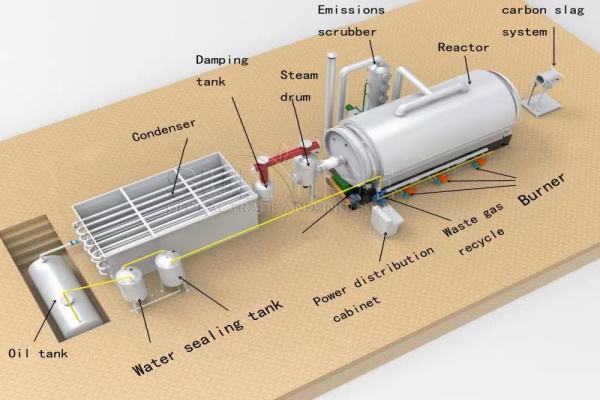
Pyrolysis Reactor
The heart of the tire pyrolysis process is the reactor. This machine is designed to withstand high temperatures and pressures while maintaining an oxygen-free environment. Reactors can be batch-type or continuous, with continuous reactors being more suitable for large-scale operations due to their higher efficiency and throughput.
Reaction Process and Control
Heating Systems
An efficient heating system is integral to the pyrolysis process. This system raises the temperature of the reactor to the desired levels, typically between 300°C and 700°C. Indirect heating methods, such as thermal oil heating or external burners, are often preferred to prevent any risk of combustion.
Control Systems
Advanced control systems equipped with sensors and automated monitoring are essential for maintaining optimal reaction conditions. These systems ensure precise temperature control, pressure regulation, and process timing, enhancing the safety and efficiency of the pyrolysis operation.
Product Recovery and Refinement
Condensation Systems
Once the pyrolysis reaction is complete, the resulting vapors need to be cooled and condensed into liquid and solid products. Condensation systems, comprising heat exchangers and condensers, effectively separate pyrolysis oil from the gaseous by-products.
Gas Scrubbing and Recycling
The syngas produced can be recycled to fuel the pyrolysis process, reducing external energy needs. Gas scrubbers clean the gas of impurities, ensuring that it burns cleanly and efficiently.
Output Handling and Quality Assurance
Carbon Black Processing
The solid residue, primarily carbon black, is collected and further processed to improve its quality and market value. Milling machines and pelletizers can enhance its physical properties for reuse in tire manufacturing or as a pigment in various industries.
Quality Control Systems
Ensuring the quality of output products is crucial for commercial viability. Analytical instruments such as gas chromatographs and spectrometers assess the composition of pyrolysis oil and carbon black, guaranteeing that they meet industry standards.
By integrating these sophisticated machines and technologies, facilities can efficiently carry out tire pyrolysis, transforming waste into valuable resources and contributing to a more sustainable approach to tire disposal and resource recovery. As the technology evolves, the efficiency and output quality of tire pyrolysis machines are expected to improve, further promoting their implementation worldwide. Visiting: https://www.solutionsforewaste.com/waste-tire-pyrolysis-plant-in-germany/
Leave a Reply