Shredding Equipment
- Single-Shaft Shredders: These are often the entry-level choice for tire shredding. They are relatively simple in design, with a single rotating shaft equipped with cutting blades. They are suitable for small to medium-sized recycling operations that handle a moderate volume of tires. They can break down tires into coarse pieces, which can then be further processed. However, they may not be as efficient or durable as more advanced models when dealing with a large number of tires or tougher tire materials.
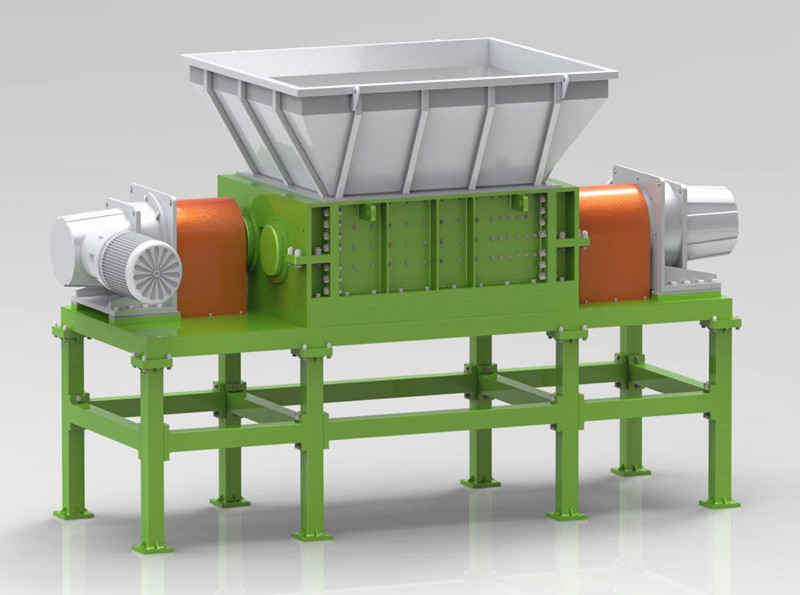
- Double-Shaft Shredders: This type features two counter-rotating shafts with intermeshing blades. They offer better shredding performance compared to single-shaft shredders, capable of handling a wider range of tire sizes and materials. The dual-shaft design provides more aggressive cutting action, resulting in finer and more uniform shredded pieces. They are a popular choice for medium to large-scale tire recycling plants as they can handle higher volumes and are more reliable in continuous operation.
- Four-Shaft Shredders: For heavy-duty and high-volume tire recycling, four-shaft shredders are an option. With four rotating shafts and a more complex blade configuration, they can efficiently shred tires into very small pieces. These are ideal for applications where a finer shred is required, such as in the production of high-quality crumb rubber. However, they are also more expensive and require more maintenance due to their complexity.
Granulating Equipment
- Fine Granulators: If the goal is to produce crumb rubber with a specific particle size for use in products like rubber mats, flooring, or modified asphalt, fine granulators are essential. They use precision cutting mechanisms to further reduce the shredded tire pieces into granules with a narrow size distribution. The blades and screen sizes can be adjusted to achieve the desired granule size, typically ranging from a few millimeters to less than a millimeter.
- Coarse Granulators: These are used when a slightly larger granule size is acceptable or required for certain applications. They are less precise than fine granulators but can process larger volumes of shredded tire material more quickly. Coarse granulators are often used in the initial stages of granulation or when the end product does not demand a very fine particle size, such as in some industrial filler applications.
Pyrolysis Equipment

- Batch Pyrolysis Reactors: These are suitable for smaller-scale operations or for those who are just starting with tire pyrolysis. They operate in batches, where a fixed amount of shredded tires is loaded into the reactor and heated in the absence of oxygen to break them down into pyrolysis oil, gas, and carbon black. Batch reactors are relatively simple to operate and maintain, but they have lower throughput compared to continuous reactors.
- Continuous Pyrolysis Reactors: For larger-scale and more efficient tire pyrolysis, continuous reactors are the way to go. They allow for a continuous feed of shredded tires and a continuous output of pyrolysis products. This results in higher productivity and better control over the pyrolysis process. However, they are more complex and expensive, requiring advanced control systems and a more significant investment in infrastructure.
Separation and Sorting Equipment

- Magnetic Separators: Since tires often contain steel wires, magnetic separators are used to extract the steel from the shredded tire material. They use strong magnetic fields to attract and separate the steel, which can then be recycled separately. Different types of magnetic separators are available, such as drum magnets and magnetic pulleys, depending on the specific application and the volume of material to be processed.
- Air Classifiers: These are used to separate different components of the shredded tire material based on their density and air resistance. By controlling the airflow and using centrifugal force, lighter materials like rubber fines can be separated from heavier components. Air classifiers are important for producing high-quality recycled materials with a consistent composition.
When choosing tire recycling equipment, it’s crucial to consider factors such as the volume of tires to be recycled, the desired end products, the available budget, and the level of automation and control required. By carefully evaluating these aspects and selecting the right combination of equipment, you can set up an efficient and profitable tire recycling operation. Contact us now, we’ll design the waste tire recycling solutions for you…
Leave a Reply